
HIGH-PERFORMANCE CCM DRAMATICALLY REDUCES IRIDIUM DEMAND AND BOOSTS PERFORMANCE

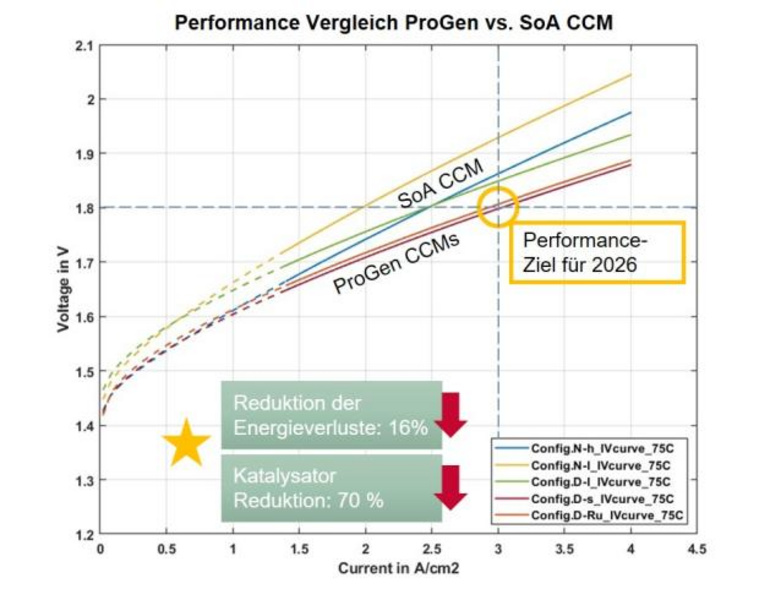
©HyCentA; Performance improvement of the newly developed low-loading Gen II CCM compared to State-of-the-Art (SoA)
Proton exchange membrane (PEM) electrolysis is regarded as a key technology for sustainable hydrogen production. At the same time, it faces one of its greatest challenges: the use of iridium as a catalyst material on the anode side. Iridium is not only extremely expensive but is also classified as one of the most critical raw materials (CRM). Reducing iridium usage while simultaneously increasing performance and maintaining durability is therefore a central development goal for economically scalable PEM electrolysis. Against this background, a new generation of high- performance catalyst-coated membranes (CCMs) has been developed to address exactly this challenge. The focus was on significantly reducing iridium loading without compromising efficiency, power density, or lifetime. The key innovation lies in substantially increasing the active surface area of the iridium catalyst through the targeted use of a suitable support material. This approach maximizes the catalytically active area and significantly improves the utilization of the precious metal.
Impact and effects
Experimental results clearly confirmed the effectiveness of this approach. With the newly developed CCM, the internationally defined PEM electrolysis performance target for 2026 of 3 A/cm² at 1.8 V was successfully achieved. This represents a clear benchmark for industrial high-performance PEM systems. At the same time, iridium loading was reduced by 70% compared to a state-of-the-art CCM. This drastic reduction is a major step toward decreasing dependence on iridium and ensuring more sustainable supply chains. In addition, the use of a thinner membrane further optimized cell performance. Reduced ohmic losses led to a reduction of overall energy losses of 16 % (relative to theoretical limit @ 1.48V). The result is a CCM that is not only more material-efficient but also significantly more energy-efficient. To validate practical applicability, comprehensive accelerated stress tests were conducted. Even under these demanding long-term operating conditions, the new CCM generation demonstrated strong stability and performance. No relevant degradation mechanisms were observed, underscoring its suitability for continuous industrial operation. This development marks a significant milestone on the path toward cost-efficient and scalable PEM electrolysis. The combination of substantially reduced iridium usage, higher performance, and excellent long-term stability makes an important contribution to lowering system costs and accelerating the market ramp-up of green hydrogen.
| Project coordination Rebekka Köll Researcher and Project Lead T +43 (0) 316 873 - 9480 koell[at]hycenta.at | HyCentA COMET Center HyCentA Research GmbH Inffeldgasse 15 8010 Graz T +43 (0) 316 873 – 9500 www.hycenta.at |
Project partner
|
|
|
This success story was provided by the centre management and by the mentioned project partners for the purpose of being published. HyCentA is a COMET Centre within the COMET – Competence Centers for Excellent Technologies Programme and funded by BMIMI, BMWET, the provinces of Styria, Upper Austria, Tyrol, Vienna as well as the SFG. The COMET Programme is managed by FFG. Further information on COMET: www.ffg.at/comet